-

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机 10
10
使用数控加工中 心对于环境是有一定要求的,为您介绍数控加工中 心的使用必须满足的四个条件:
一、加工中 心位置环境要求
加工中 心的位置应远离振源、应避免阳光直接照射和热辐射的影响,避免潮湿和气流的影响。如数控机床附近有振源,则加工中 心四周应设置防振沟。否则将直接影响数控加工中 心的加工精度及稳定性,将使电子元件接触不良,发生故障,影响加工中 心的可靠性。加工中心线轨怎么安装 650电脑锣 高速度
二、电源要求
一般加工中 心安装在机加工车间,不仅环境温度变化大,使用条件差,而且各种机电设备多,致使电网波动大。因此,安装加工中 心的位置,需要电源电压有严格控制。电源电压波动必须在允许范围内,并且保持相对稳定。否则会影响加工中 心数控系统的正常工作。加工中心线轨怎么安装 650电脑锣 高速度
三、温度条件
数控加工中 心的环境温度低于30摄示度,相对温度小于80%。一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是中 央处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路。加工中心线轨怎么安装 650电脑锣 高速度 加工中心线轨怎么安装 650电脑锣 高速度
加工中心线轨怎么安装 650电脑锣 高速度
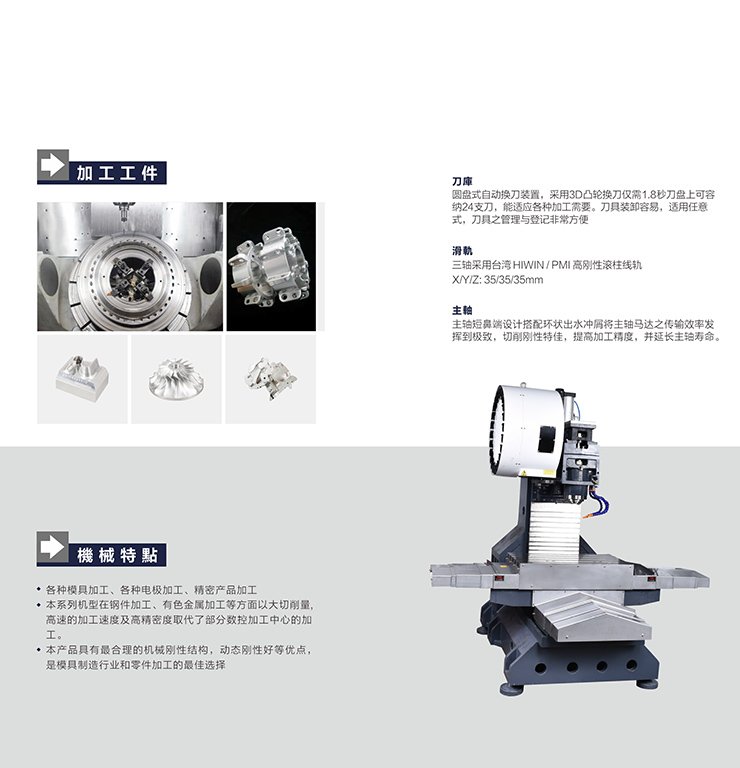
本机床是适用于机械加工及模具制造领域的立式加工中心,能适应从粗加工到精加工的加工要求,可完成铣、钻、攻、镗等多种工序。
VMC855数控加工中心特点
●机身及主要构件均为高强度铸铁,金相组织稳定,确保机床长期使用的稳定性;
●立柱底部为人字型结构,结合大箱体底座,大幅减轻重切削时机身的振动;
●中国台湾精密高速、高精度、高刚性主轴单元;
●间歇式自动润滑;
●气动松、拉刀系统。 加工中心线轨怎么安装 650电脑锣 高速度
加工中心线轨怎么安装 650电脑锣 高速度
VMC1380 立式加工中心 售前资料
一、 产品简介与用途
该产品为X、Y、Z三轴伺服直联控制半闭环立式加工中心,能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,可完成任意角度的直线、圆弧的高精度铣削,可完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工,尤其适合汽车另部件、模具等行业复杂零件的精加工。适合于多品种、中小批量产品的生产,能满足对复杂、高精度零件的加工。可配*四旋转轴,以满足特殊零件的加工要求。加工中心线轨怎么安装 650电脑锣 高速度
二、 主要结构特点
1、 底座、滑座、工作台、立柱、主轴箱等主要基础件采用HT300铸铁;底座、滑座均为箱体式结构,紧凑而合理的对称式筋结构保证了基础件的高刚性和抗弯减震性能;A型桥跨式立柱及内部网格状筋,有力保证了Z轴强力切削时的刚性及精度;基础件采用树脂砂造型并经过时效处理,为机床长期使用性能的稳定性提供了**。
2、采用中国台湾HIWIN/PMI高刚性滚柱导轨、移动速度快、定位精度高;配合自动强制润滑,减少进给运动的摩擦阻力,减少低速爬行,提高机床精度寿命;主轴箱运动顺畅、稳定;Z向驱动电机具有失电制动装置;
3、X、Y、Z三个方向进给采用中国台湾HIWIN/PMI高精度高强度的内循环双螺母预压滚珠丝杠,进给速度高;驱动电机通过弹性联轴器与丝杠直联,进给伺服电机直接将动力传递给高精度滚珠丝杠,无背隙,保证机床的定位精度和同步;
2、 采用中国台湾高速、高精度、高刚性主轴单元,轴向和径向承载能力强,转速可6000rpm;
3、 主轴采用中心吹气结构,在主轴松刀时迅速用中心高压气体对主轴内锥进行清洁,保证刀具夹持的精度和寿命;
4、 X、Y、Z三个方向导轨、丝杠都采用全封闭防护装置,保证丝杠及导轨的清洁,确保机床的传动及运动精度和寿命;
5、 机床外防护采用全防护结构设计,操作方便、安全可靠;
6、 采用可靠的集中自动润滑装置,定时、定量对机床各润滑点自动间歇式润滑,可依据工作状况调节润滑时间;
7、 采用中国台湾24把圆盘式刀库,换刀准确,时间短,效率高,经百万次运转测试,符合可靠性要求;刀库运动带有阻尼结构,能减少运动时的冲击,保证刀库的使用寿命;气动驱动,使用方便,短路径换刀;
8、 采用油水分离装置,可把收集来的大部分润滑油从冷却液中分离出来,防止冷却液的快速恶化,利于环保;
9、 操作系统采用人体工程学原理,操作箱独立设计,可自身旋转,操作方便。加工中心线轨怎么安装 650电脑锣 高速度