-

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机 10
10

一、 产品简介与用途
该机床进给轴为X、Y、Z三坐标控制,主轴为伺服动力驱动。能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,完成钻、铣、镗、扩、铰、等多种工序加工,适合于多品种、中小批量零件的生产,对复杂、高精度零件的加工更能显示其优越性。
二、 主要结构特点
1、 底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保机床长期使用的精度稳定性,为机床性能的可靠性提供了**,XK7136C数控加工中心,数控加工中心价格,数控加工中心厂家。
2、 Y、z向导轨均为矩形导轨,无进给运动的摩擦阻力,无低速爬行现象,提高机床精度寿命;
3、 X、Y、Z三个方向进给采用**品牌的高精度高强度滚珠丝杠,进给速度高,机床的定位精度高;
4、 X、Y、Z三个方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;
5、 机床外防护采用全封闭结构设计,安全可靠;可选用半防护结构。
6、 机床操作系统采用人体工程学原理设计,操作方便;
7、 采用先进的集中手动润滑装置,工作稳定可靠;
8、 机床配套国内外**品牌数控系统,可选配进口CNC控制系统,功能齐全、操作简便,精度稳定、可靠;
你说的两线一硬,无非就是X、Y是线,Z是硬。
线、硬两者区别在于线轨移动速度快,但不受重压,一般用于小型高速设备上,成本低;硬轨加工工艺要求及其严格,成本高,但能承受重压,且移动速度较慢,一般用于中大型或巨型设备上。
你说的两线一硬多用在雕铣机上,加工中心多采用全部硬轨。雕铣机在制造工艺上和加工中心有很大区别,两者工作方式相同,但实际上有很大区别的(首先价格上就差了很多,贵的雕铣机才十几二十万吧,而的加工中心都要二十几万,上千万的都有)。
要根据你的实际工件情况选择那种设备适合你加工的工件。如果是批量大的微型、小型工件。那就选择移动速度快的雕铣机,效率要高些。如果是重量较大的大型工件就只有用加工中心。
850三线轨加工中心开粗好不好
经常遇到客户咨询到到850三线轨加工中心开粗好不好?对多数的材料是开粗是可以的,用线轨加工中心开粗吃刀量比硬轨小一些,但是三轴的进组可以加快,开粗后可以,中光到精光加工都可以。850三线轨加工中心速度快,效率更高!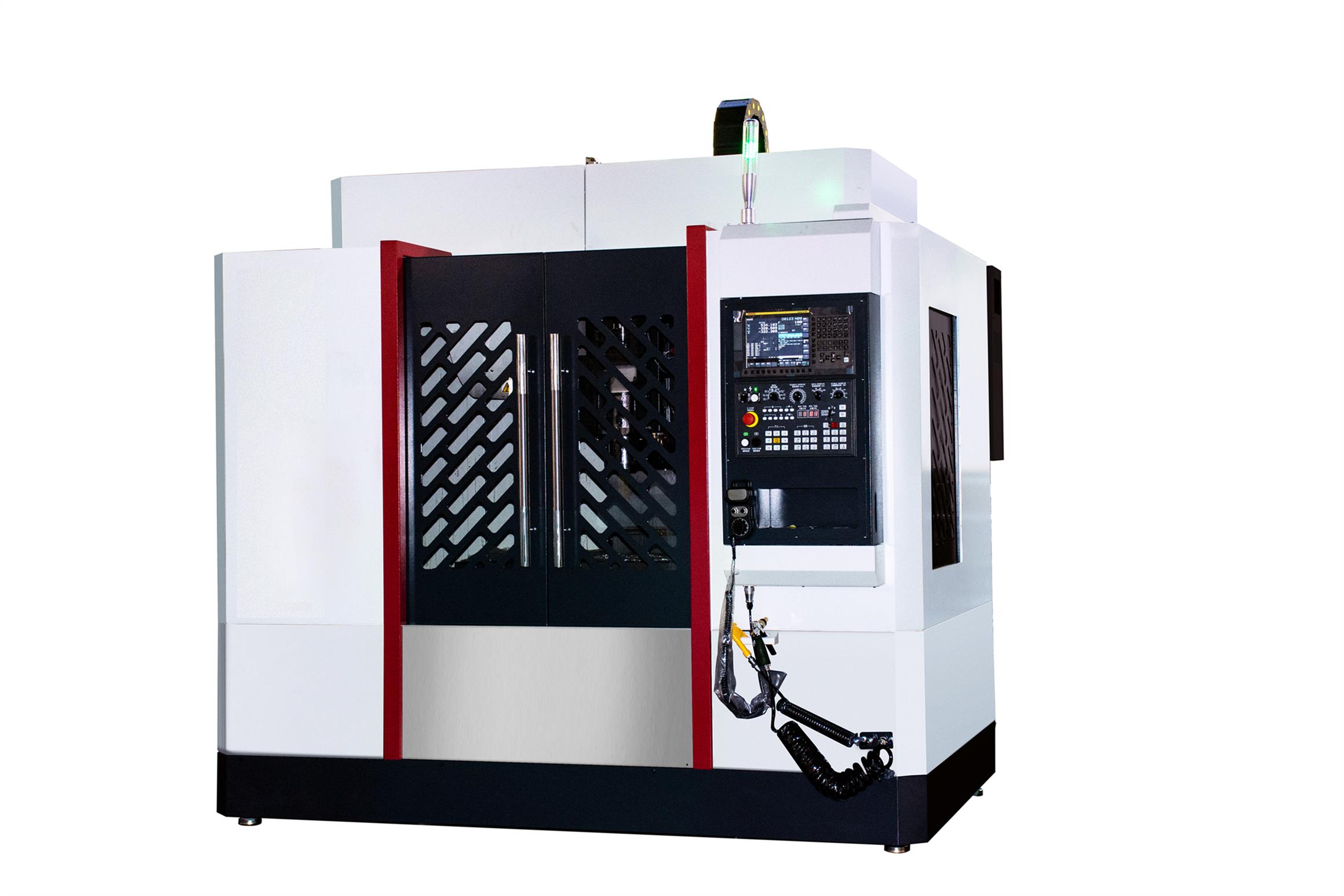
公司近年来得到了迅猛的发展壮大。 公司总部及技术研发中心位于中国武汉光谷**开发区,公司分别在湖北武汉、江苏昆山、四川成都、云南玉溪及天津建立了研发生产和4S基地。产品包括各种规格数控铣床及立式加工中心机、龙门加工中心机、卧式加工中心机、数控雕铣机、数控铣中心、高速高精加工中心、高速车削中心等。产品已经广泛应用于能源、交通、航空、通讯、3C消费电子等其他先进的精密零部件制造领域。 公司与德国西门子、日本三菱、日本发那科等世界优秀的企业建立了紧密的合作关系。通过ISO9001:2000国际质量体系认证,采用世界优质的监测设备封原材料和成品实行入厂、出厂监测。致力于生产中国台湾高品质、高性能的数控机床。 专业的售前与售后服务队伍,24小时的服务热线,为了您的满意,我们一直在努力。