-

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机 10
10
产品说明
机身及主要铸件采用300号灰土铸铁,回火时效处理,确保机床的精度和持久力,长期不变形。
主轴设计特性
主轴轴承设计采用组合斜角滚珠轴承配置,能在高速下长时间维持主轴刚性,精度,寿命等,主轴头部设计,使用箱型机构,内部予以强化,刚性高,稳固,适合重切削。
主轴轴承装配方式:采用液氮冷却方式与电磁温方式装配,保证主轴与轴承的配合精度
轴承配对经高速动平衡检测,保证在高速转动同心度与偏心度。
立柱设计
立柱与底座的接触面积大,立柱采用蜂窝式结构,除了提升结构体之抗扭刚性外,且能有效提升低频结构共振,确保稳定性。
精密滚珠丝杠
三轴精密滚珠丝杠直径32*8螺距,直连式传动以及预拉设计。提高精度,刚性,寿命,是长期保持切削精度及耐久性的配置。
传动结构
采用同步带连接主轴。
全自动润滑系统
采用全自动润滑系统,电脑程序控注油时间,方便看油表及油的添加,确保机台精度及寿命。
配重
配重铁配重
内防护
三轴伸缩护罩,可避免切削液及冷却液损伤导轨面,确保价格精度与导轨寿命,支持高速。特殊设计的机械式护罩动作,使切屑清除方便。
回转式控制箱及分离式手轮
符合人体工学原理设计的操作箱,可作0-90°之回转,提供工作调整的方便。操作箱附分离式手轮,提升校对之方便性。
质量确保
每台机床均于出货前经连续长时间,多功能跑合试验以确保优质的操作性和稳定性。
切削测试
每台机出货前,都经过切削测试和48小时连续转测试
CNC650L小型立式加工中心,一般适合加工铝合金、铜件等产品,速度快、精度高
数控机床设计、工艺、装配精英,秉承闽台、日本数控机床制造技术之工艺,
V8L-速度、精度、刚性的搭配
V8L高速加工中心除了秉承自T系列高速的基因外,更寻求高精度,是加工五金、铝制品压铸、制品、3C 零件等产品的方案,刀臂式ATC 能搭载更多刀具,在产品加工的广度及深度方面发挥了的功能。
1. 直联式高速主轴反应灵活、可4000转攻牙。
2. 短鼻端主轴刚性特佳,提升效率并降低刀具磨损。
3. 三轴快速进给48米,大幅降低加工时段。
4. 机台排屑选用后排式、有排屑角度及**大流量冲屑运行系统。
5. 三轴均采用高刚性线轨支撑、速度快、精度高。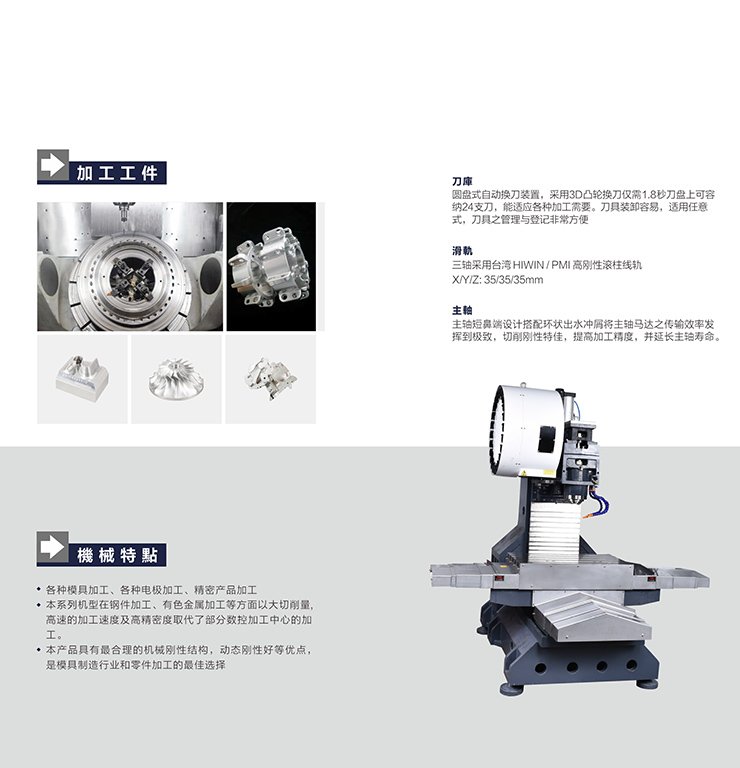
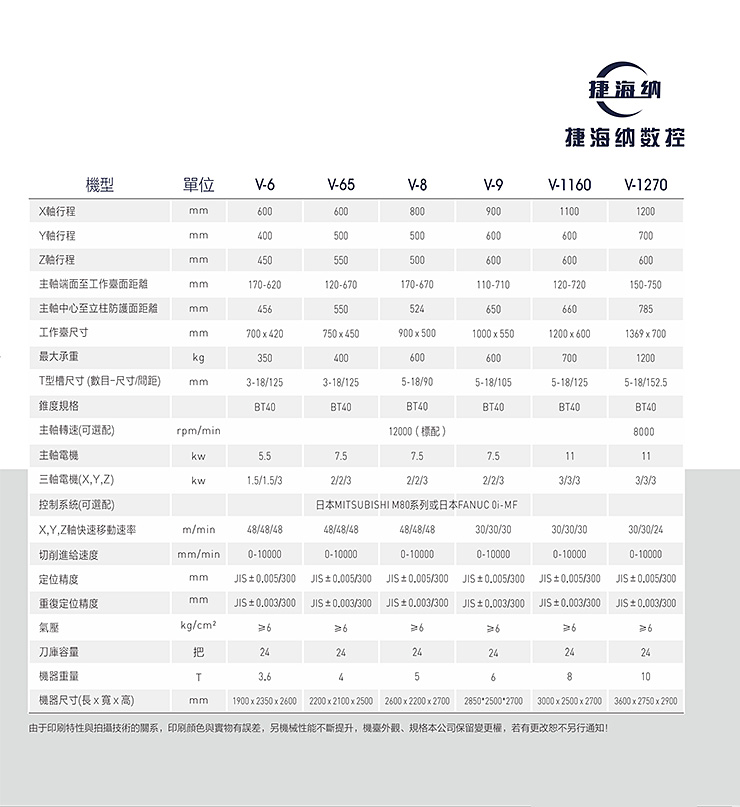
一、產品技術參數:
項目 規格 單 位 V8
行程 X軸 mm 800
Y軸 mm 500
Z軸 mm 500
工作台 尺寸 mm 1000*500
主軸 主軸轉速 r.p.m 12000標配
主軸傳動方式 直結式
錐度 # BT-40
移動 三軸快速移動 m/min 48/48/48
切削進给 mm/min 1-10,000
小輸入單元 mm 0.001
定位精度mm mm ±0.005/300mm
重複定位精度mm mm ±0.005mm
刀臂式刀庫
刀具数 把 24
刀柄規格 BT-40
選刀方式 任意方向
刀具交换時間 sec T-T:1.8 sec
换刀装置 自动换刀
刀具重量 Kg 5
電機(三軸電機) 主軸 7.5KW-12000
X/Y軸 HG204
Z軸 HG303B
線性滑軌形式 P級 X/Y/Z軸滚柱导轨
油箱容積
切削液水箱 L 350
數控系统 型號 三菱M80B
其它 電力需求 KVA 20
重 量(约) KG 4500
氣壓需求 KG ≧6.5
面積需求(LxWxH) mm 2700*2600*2750