-

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机

东莞市捷海纳数控设备有限公司
主营:数控加工中心,龙门加工中心,模具硬轨加工中心,零件高速线轨加工中心,高速钻孔攻牙机,高速数控石墨雕铣机 11
11

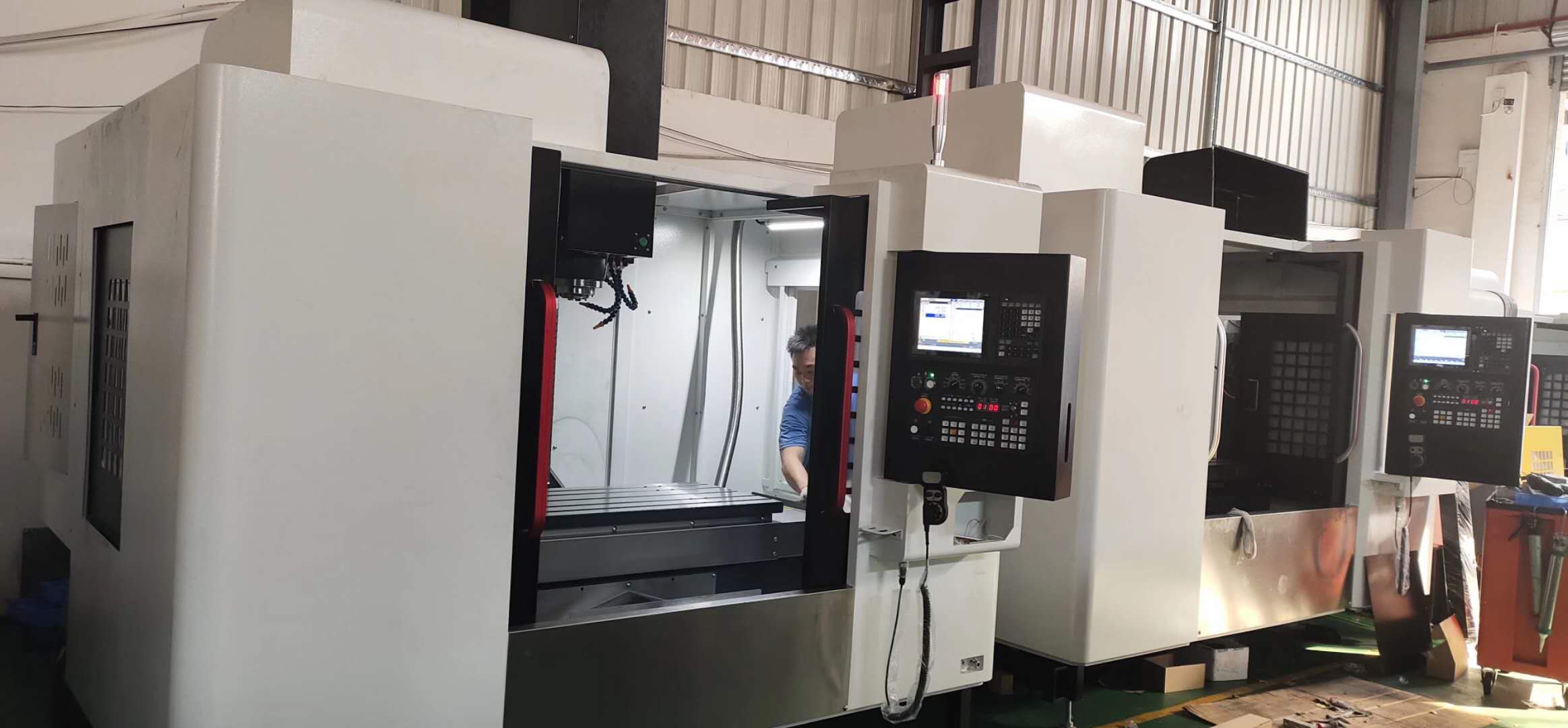
加工中心 850三线轨加工中心 24把圆盘刀库
数控加工中 心常用的刀具的种类及特点有哪些?今天小编就和您一起来了解吧。
数控加工刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括通用刀具、通用连接刀柄及少量刀柄。刀柄要联接刀具并装在机床动力头上,因此已逐渐标准化和系列化。数控刀具的分类有多种方法。根据刀具结构可分为:①整体式;②镶嵌式,采用焊接或机夹式连接,机夹式又可分为不转位和可转位两种;③特殊型式,如复合式刀具,减震式刀具等。根据制造刀具所用的材料可分为:①高速钢刀具;②硬质合金刀具;③金刚石刀具;④其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。从切削工艺上可分为:①车削刀具,分外圆、内孔、螺纹、切割刀具等多种;②钻削刀具,包括钻头、铰刀、丝锥等;③镗削刀具;④铣削刀具等。为了适应数控机床对刀具耐用、稳定、易调、可换等的要求,近几年机夹式可转位刀具得到广泛的应用,在数量上达到整个数控刀具的30%~40%,金属切除量占总数的80%~90%。
数控刀具与普通机床上所用的刀具相比,有许多不同的要求,主要有以下特点:
⑴刚性好(尤其是粗加工刀具),精度高,抗振及热变形小;
⑵互换性好,便于快速换刀;
⑶寿命高,切削性能稳定、可靠;
⑷刀具的尺寸便于调整,以减少换刀调整时间;
⑸刀具应能可靠地断屑或卷屑,以利于切屑的排除;
⑹系列化,标准化,以利于编程和刀具管理。
一、产品简介与用途
本机床为立式加工中心,具有较强的承载能力,三方向导轨均为线轨,结构及外形尺寸紧凑合理,主轴为伺服电机通过同步带驱动,X/Y/Z三个进给轴通过联轴器实现直连方式,可铣削、钻孔、扩孔及铰孔等多种功能,能够实现对盘类、板类、壳体、模具等复杂、高精度零件的加工,适于多品种各中、小型零件的平面、斜面、沟槽、孔等多种工序加工,是机械、电子、仪器、仪表、模具、汽车等行业的理想加工设备。
二、主要结构特点
1、 底座、立柱、工作台、中滑座、升降滑座等主要构件均采用高强度材料铸造而成,并经人工时效处理,保证机床长期使用的稳定性,为机床性能的稳定性提供了**。
2、采用高速、高精度、高刚性主轴单元,轴向和径向承载能力强,转速可达8000rpm;
3、 X、Y、Z三方向进给均采用高精度、高强度滚珠丝杠,伺服电机驱动,确保机床的定位精度。
4、 X、Y、Z三方向均采用闽台上银直线滚动导轨,速度快,无爬行。
5、 导轨、滚珠丝杠采用防护装置,保证丝杠和导轨的清洁,确保机床传动及运行精度。
6、 Z向加配重块平衡装置,保证主轴升降运动平稳、顺畅。
7、 电动润滑装置可对纵、横、垂向的丝杠及导轨进行强制润滑,减小机床的磨损,保证机床的高效运转;同时,冷却系统通过调整喷嘴改变冷却液流量的大小,满足不同的加工需求。
VMC650立式加工中心
一、主要用途:
该加工中心为立式床身式结构,进给轴为X、Y、Z三座标控制,主轴为伺服电机动力驱动,功率为5.5Kw,转速达8000rpm;采用双螺母预压C3级滚珠丝杠,机床定位精度达±0.01mm;可选用刀库,换刀准确可靠;机床数控操作系统有客户自选,机床能够实现对各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,完成钻、铣、镗、扩、铰、攻丝等多种工序加工,适合于多品种、中小批量产品的生产,对复杂、高精度零件的加工更能显示其优越性;机床适合教学、航空航天、***、汽车摩托车、工程机械、制冷石化、机车车辆等行业的中小型零件的高效、高精自动化加工。
二、主要结构特点
★ ★高刚性:采用床身式加工中心结构,机床由底座、滑座、工作台、立柱、主轴箱组成;主要基础件均经有限元结构分析,结构合理,刚性大;所**床铸件都经热时效处理,精度具有长期的稳定性。
★ ★机床采用高速高精高刚性主轴单元,主轴材质选用高性能合金刚,选用主轴的高速精密轴承,并使用高速润滑脂,主轴转速达8000rpm,主轴径向跳动小于0.008/300。